






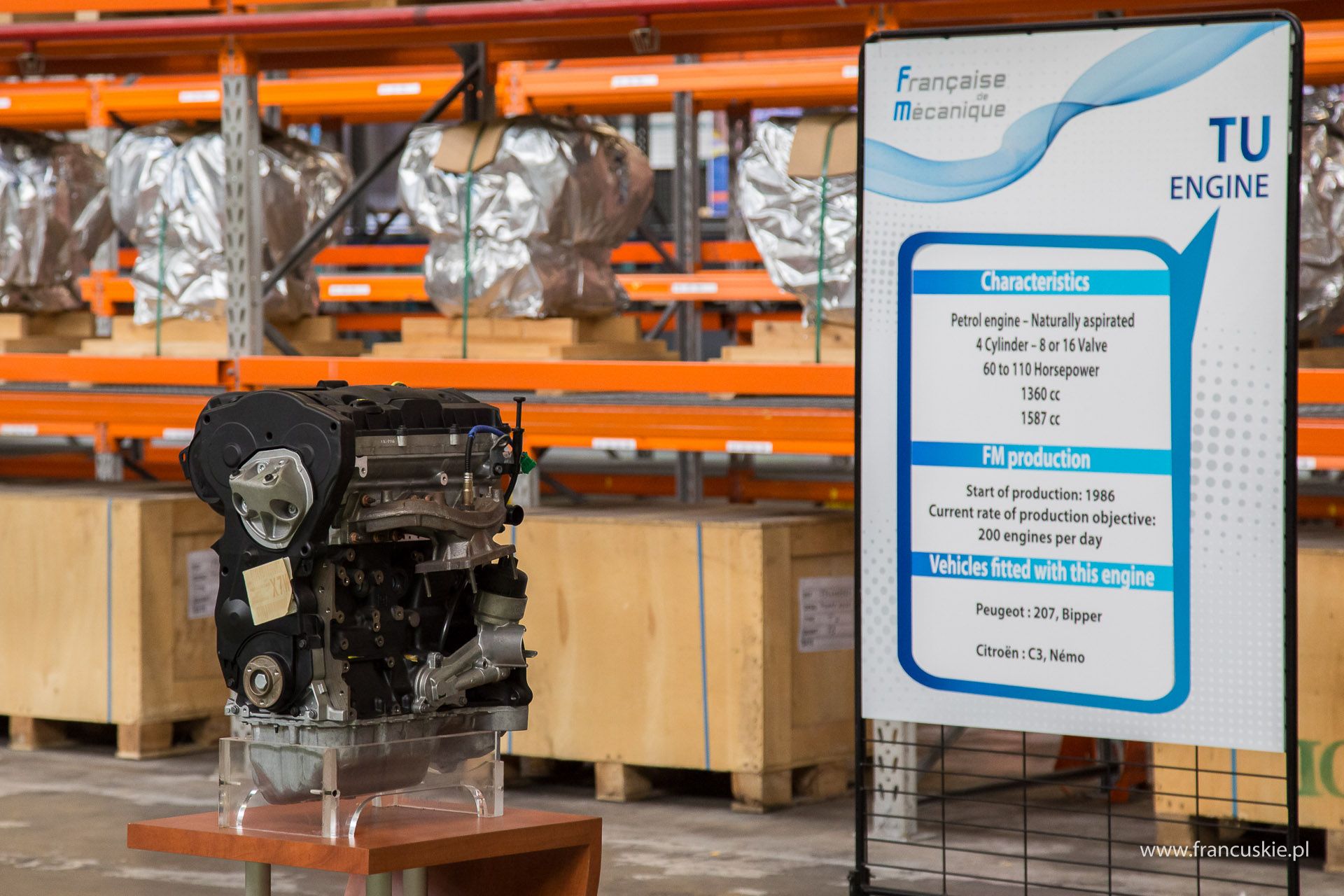
 Najnowsza technologia, ścisła kontrola procesu produkcji, zaawansowane systemy informatyczne, które kontrolują każdy etap produkcji, specjalne oznakowanie części i bezwarunkowe odrzucanie części niespełniających parametrów produkcji – wizyta w fabryce Française de Mécanique, w miejscu, gdzie powstają najnowszej generacji silniki PureTech, pozwoliła nam poznać dokładnie proces produkcji i związane z nim wyzwania.
Najnowsza technologia, ścisła kontrola procesu produkcji, zaawansowane systemy informatyczne, które kontrolują każdy etap produkcji, specjalne oznakowanie części i bezwarunkowe odrzucanie części niespełniających parametrów produkcji – wizyta w fabryce Française de Mécanique, w miejscu, gdzie powstają najnowszej generacji silniki PureTech, pozwoliła nam poznać dokładnie proces produkcji i związane z nim wyzwania.
 Nowoczesna fabryka, 2000 litrów oleju na godzinę
Nowoczesna fabryka, 2000 litrów oleju na godzinę
Nie można od tak sobie wejść do środka. Najpierw zmiana… obuwia. Specjalne, skórzane buty, mają odpowiednią do fabryki podeszwę. Do tego obowiązkowa kamizelka odblaskowa, krótkie szkolenie i już można iść.
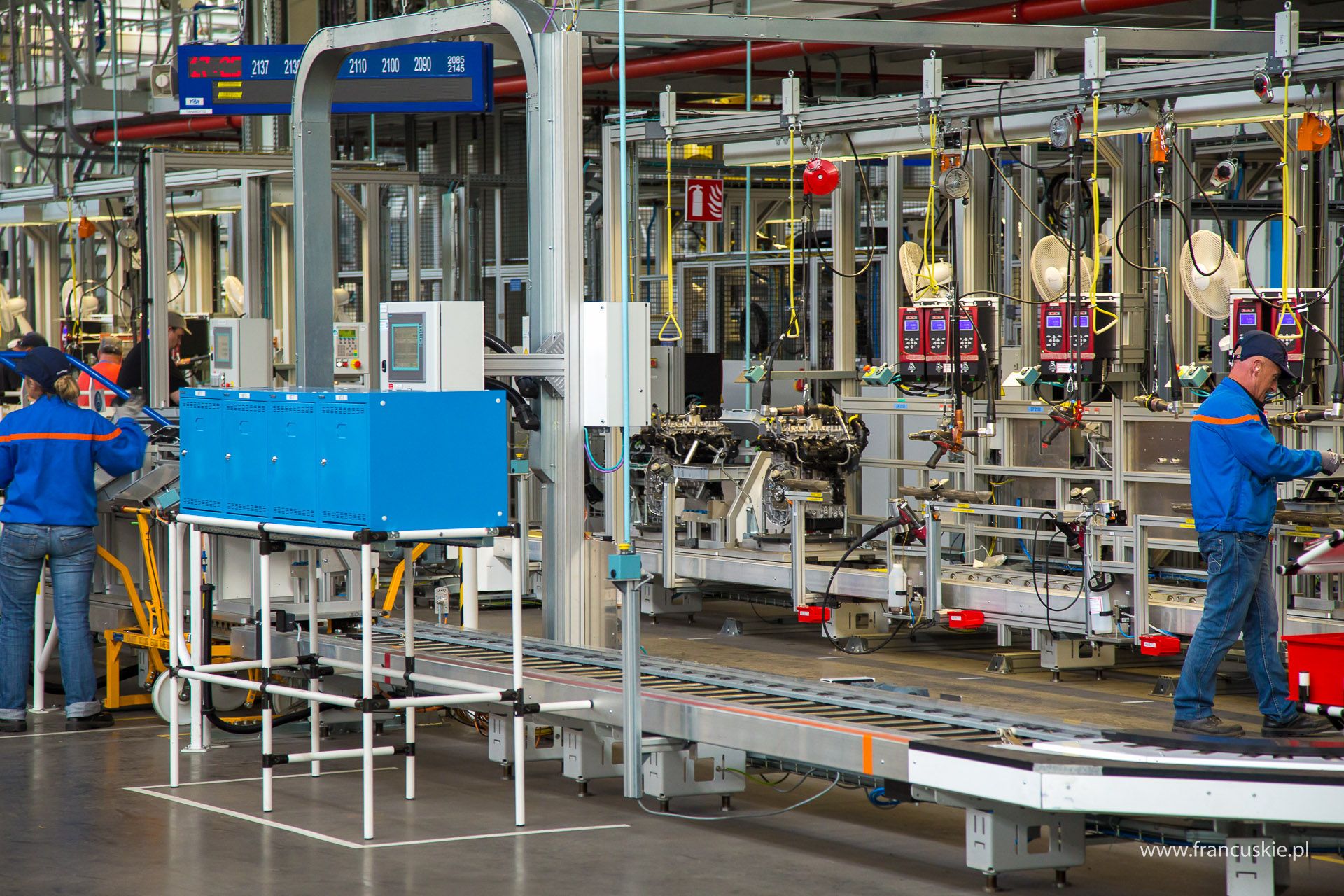
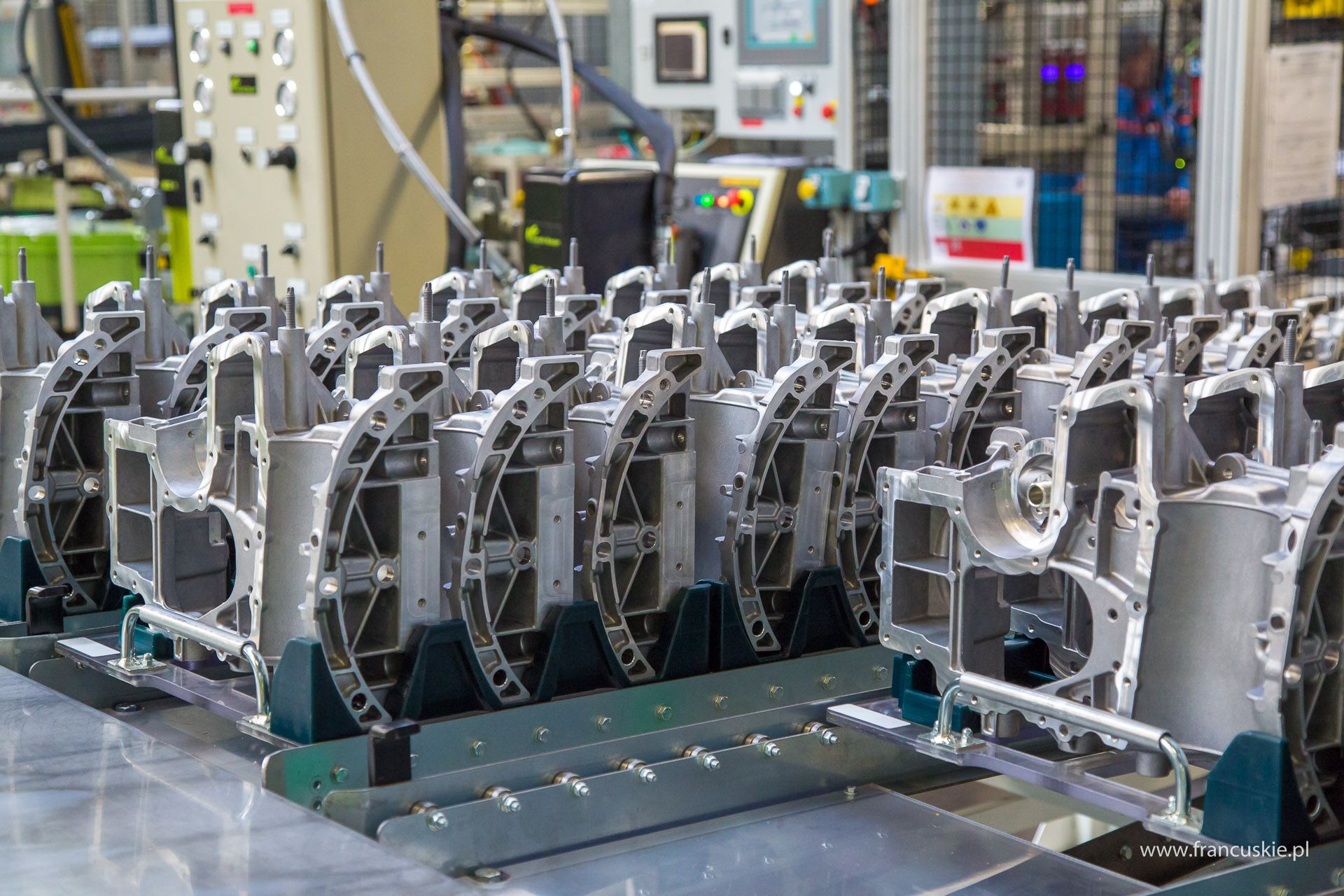
Pierwsze, co uderzyło mnie w hali fabrycznej, to… cisza. No może nie taka cisza, jaką o poranku mamy w spokojnym miejscu, ale dźwięk urządzeń produkcyjnych przypominał bardziej głośny szum, niż pełną robotów fabrykę. Duża część stanowisk jest w pełni zautomatyzowana. Linia produkcyjna została zaprojektowana w taki sposób, aby maksymalnie skrócić czas dla poszczególnych czynności a w konsekwencji zwiększa to wydajność całej fabryki. Wszystko zaprojektowano od podstaw, w tym niektóre maszyny i urządzenia. Na każdym etapie można dokładnie zweryfikować jakie elementy zostały zamontowane, skąd zostały dostarczone i kto je montował.
Fabryka żyje i widać to przede wszystkim po dużym ruchu wózków elektrycznych, takich mini-pociągów z częściami. Poza tym większość robotów ukryta jest za siatkami, pasy transportujące silniki są ukryte pod sufitem, a ludzie nie przemieszczają się na tyle, by można było to zaobserwować. Ale ten spokój jest pozorny, bo w każdej chwili jest tutaj dokonywanych setki operacji produkcyjnych. Wszystko zaczyna się od dostaw zapasów części, podzespołów, surowców i narzędzi.
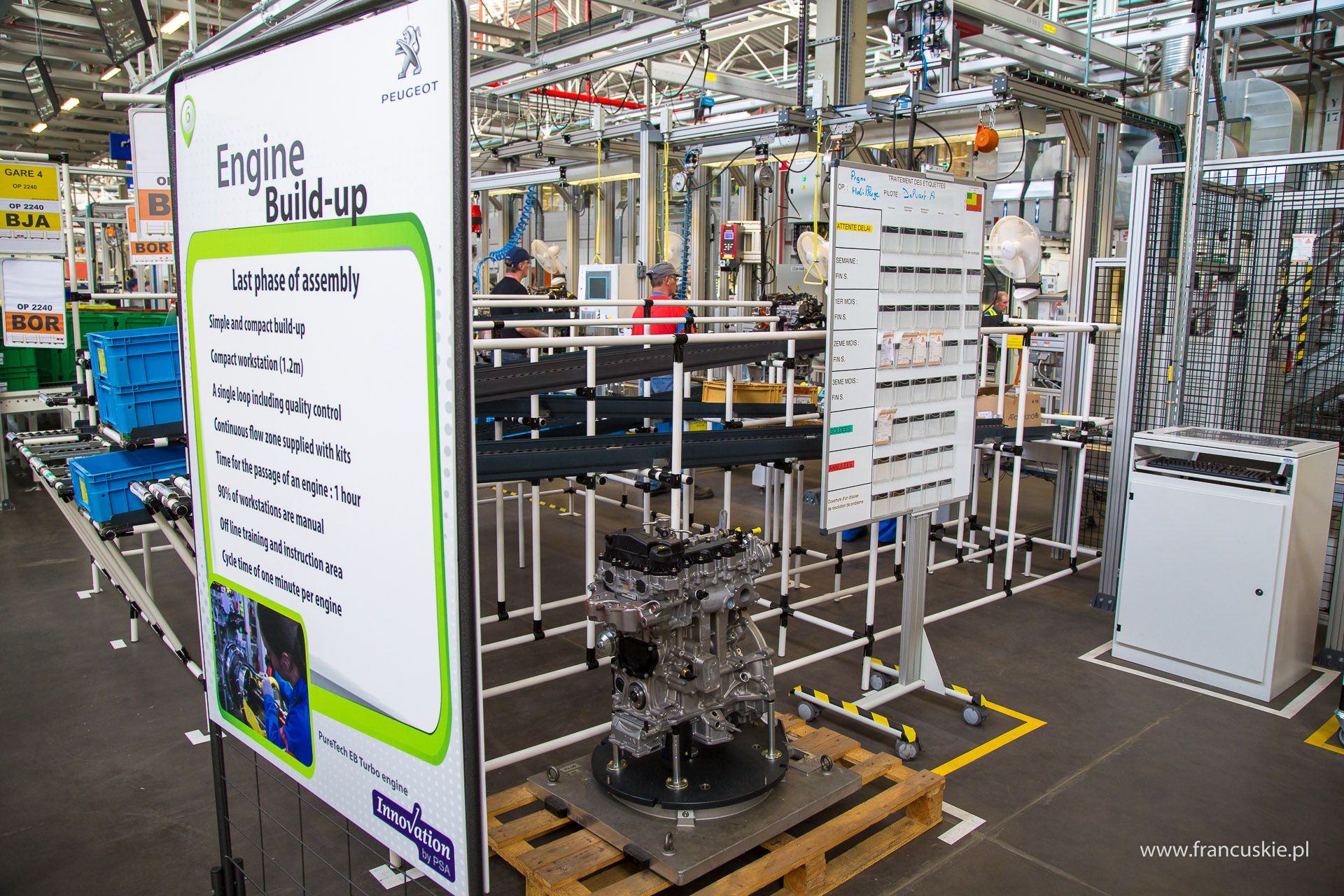
Zanim ktokolwiek trafi na produkcję, przechodzi specjalne szkolenie na linii montażowej, która znajduje się tuż obok prawdziwej linii produkcyjnej. Robotnicy uczą się na… klockach lego. Z klocków montują silniki, ćwicząc poszczególne czynności oraz procedury. Proces szkolenia trwa około tygodnia.
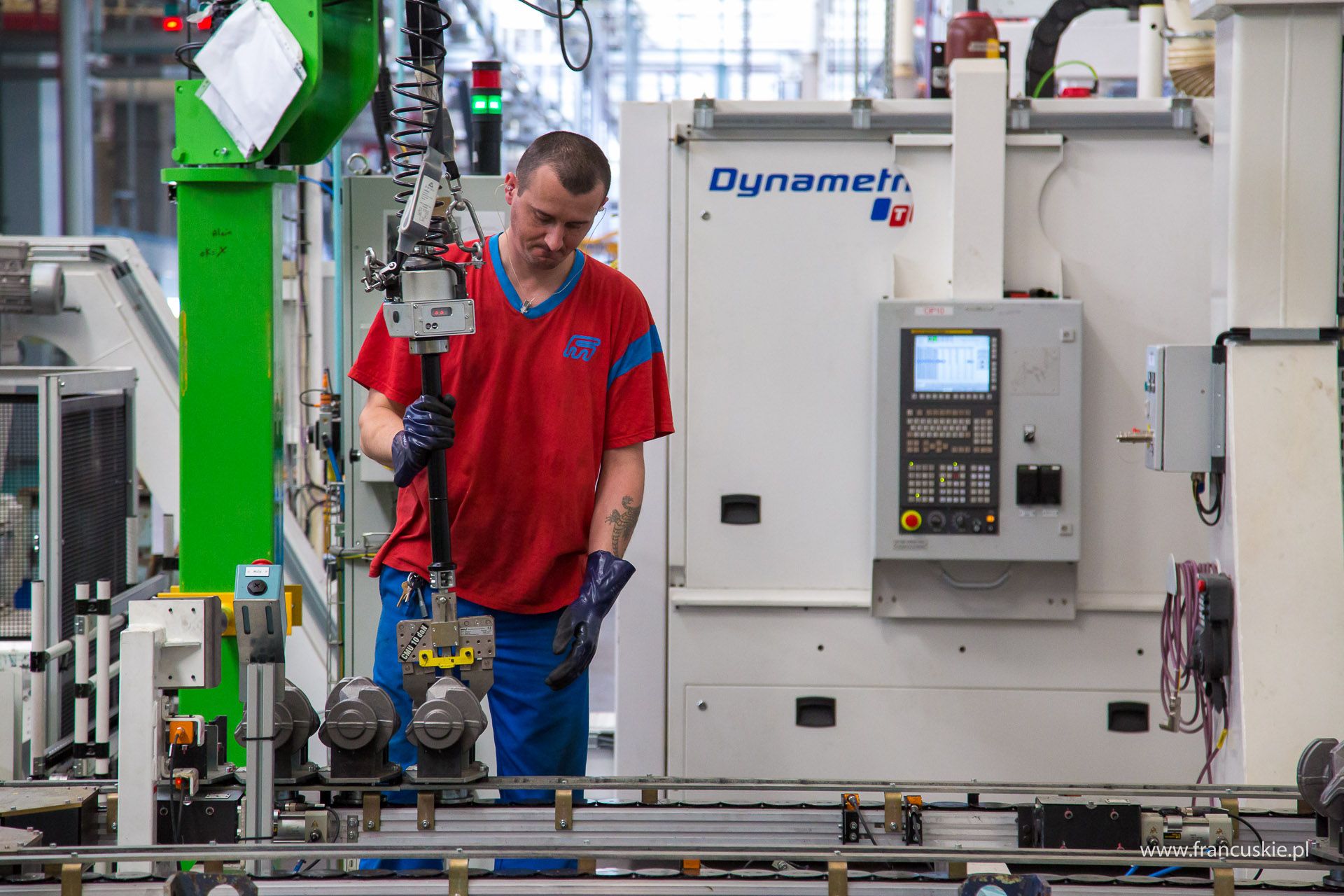
Tam, gdzie pracują ludzie, stanowiska montażowe zostały zaprojektowane na nowo. W wielu miejscach pracę zorganizowano w taki sposób, aby narzędzia pojawiały się do dyspozycji robotników w odpowiedniej kolejności. Części, z których montowany jest silnik, są dowożone elektrycznymi wózkami i układane w automatycznych podajnikach. Co jakiś czas robotnicy zmieniają zakres swoich czynności, żeby praca nie była monotonna, bo zmiana trwa jednak 8 godzin i powtarzanie tego samego jest mocno nużące. Do minimum ograniczono konieczność przenoszenia ciężkich elementów, w większości wypadków załatwiają to specjalne mini-dźwigi i suwnice.
 Linia montażowa zużywa aż 2000 litrów oleju na… godzinę. Olej jest używany przede wszystkim do chłodzenia głowic szlifujących cylindry. Po pełnym cyklu pracy olej trafia do podziemi fabryki, gdzie przechodzi specjalny proces filtrowania i uzdatniania, dzięki czemu może zostać wykorzystany ponownie. Rury, którymi krąży, mają wiele kilometrów. Co ciekawe, specjalnie zaprojektowane wiertła z super-twardymi głowicami diamentowymi, wystarczają mniej więcej na tydzień pracy. Później głowica musi zostać zmieniona na nową. Koszt jednej (a jednocześnie w fabryce pracuje do 16 takich głowic) to bagatela – 100 tysięcy euro.
Linia montażowa zużywa aż 2000 litrów oleju na… godzinę. Olej jest używany przede wszystkim do chłodzenia głowic szlifujących cylindry. Po pełnym cyklu pracy olej trafia do podziemi fabryki, gdzie przechodzi specjalny proces filtrowania i uzdatniania, dzięki czemu może zostać wykorzystany ponownie. Rury, którymi krąży, mają wiele kilometrów. Co ciekawe, specjalnie zaprojektowane wiertła z super-twardymi głowicami diamentowymi, wystarczają mniej więcej na tydzień pracy. Później głowica musi zostać zmieniona na nową. Koszt jednej (a jednocześnie w fabryce pracuje do 16 takich głowic) to bagatela – 100 tysięcy euro.
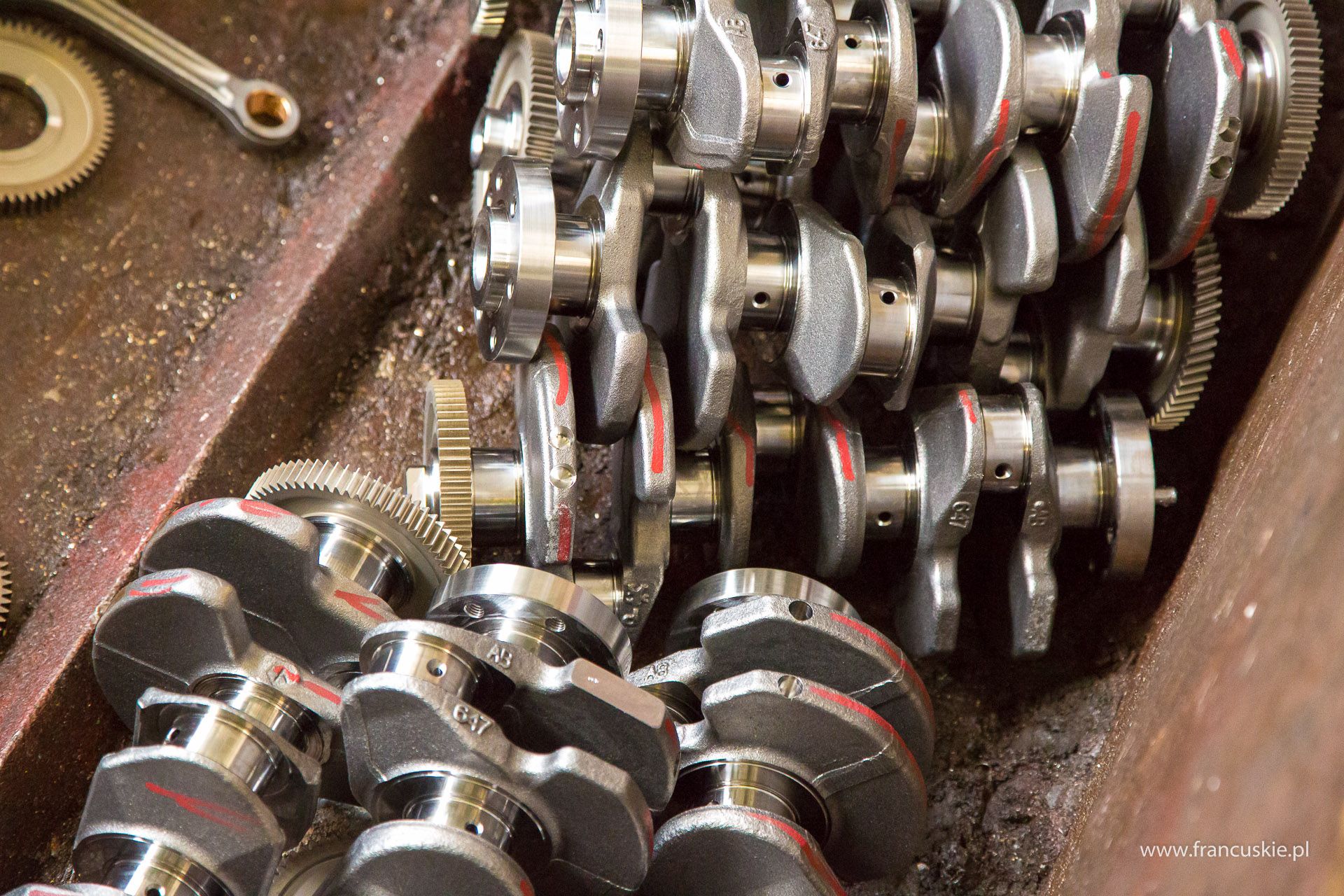
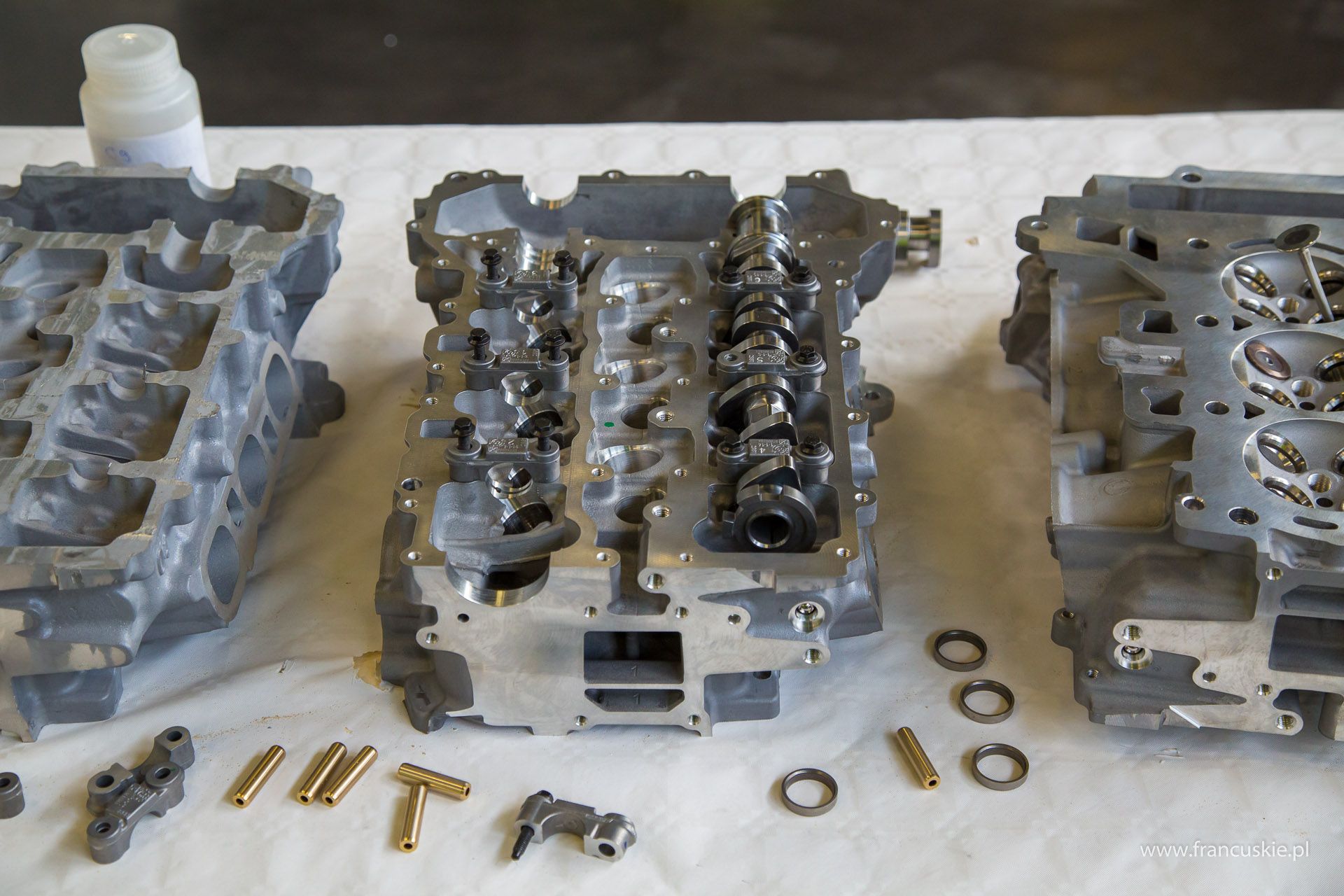
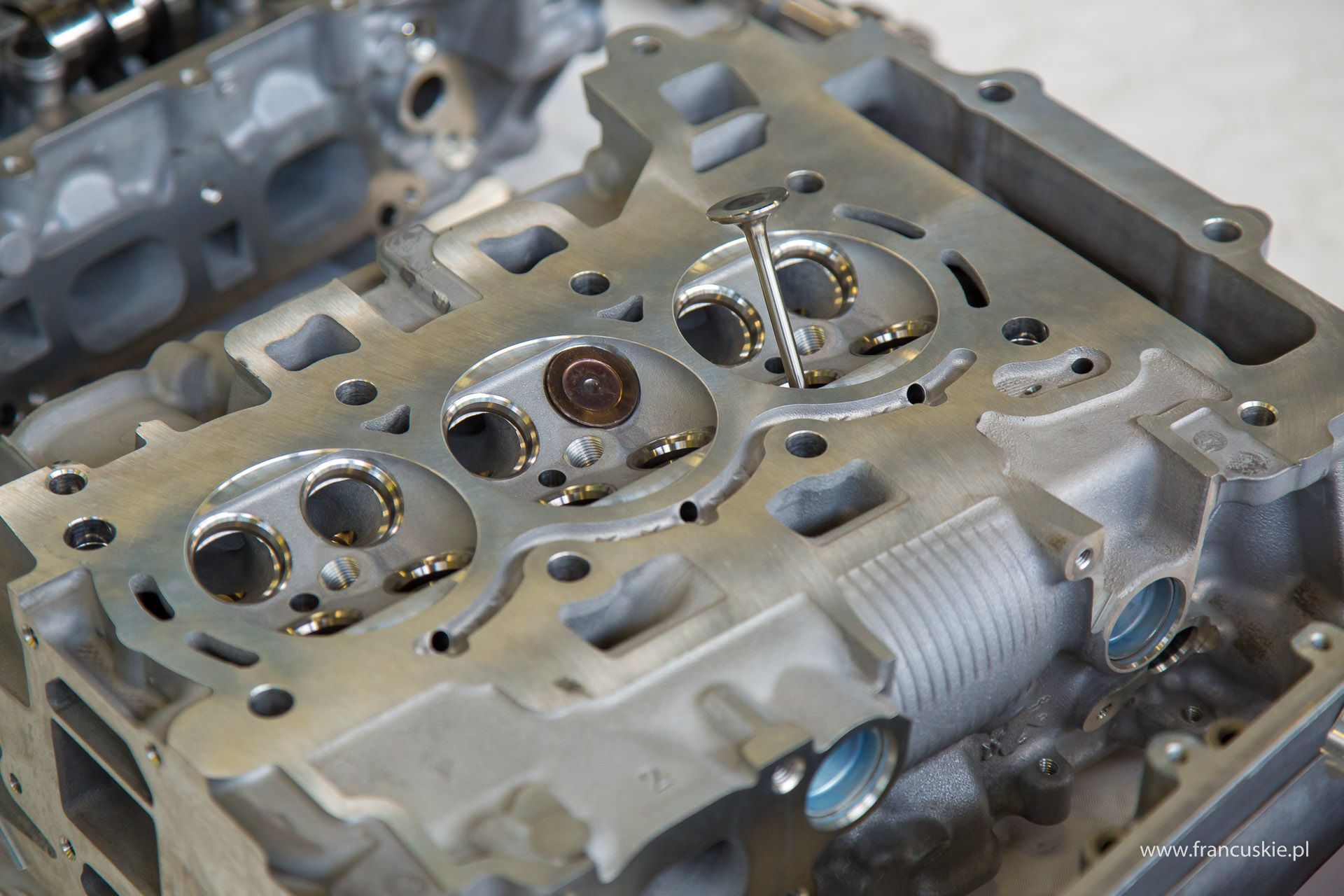
Bardzo długo trwają procesy precyzyjne – szlifowanie i wyważanie wałów korbowych czy żłobienie rowków w cylindrach. W szczególności wał korbowy musi być wykonany z niesamowitą precyzję. To od wyważenia tego elementu, zależy praca jednostki napędowej.
 Czerwony wózek
Czerwony wózek
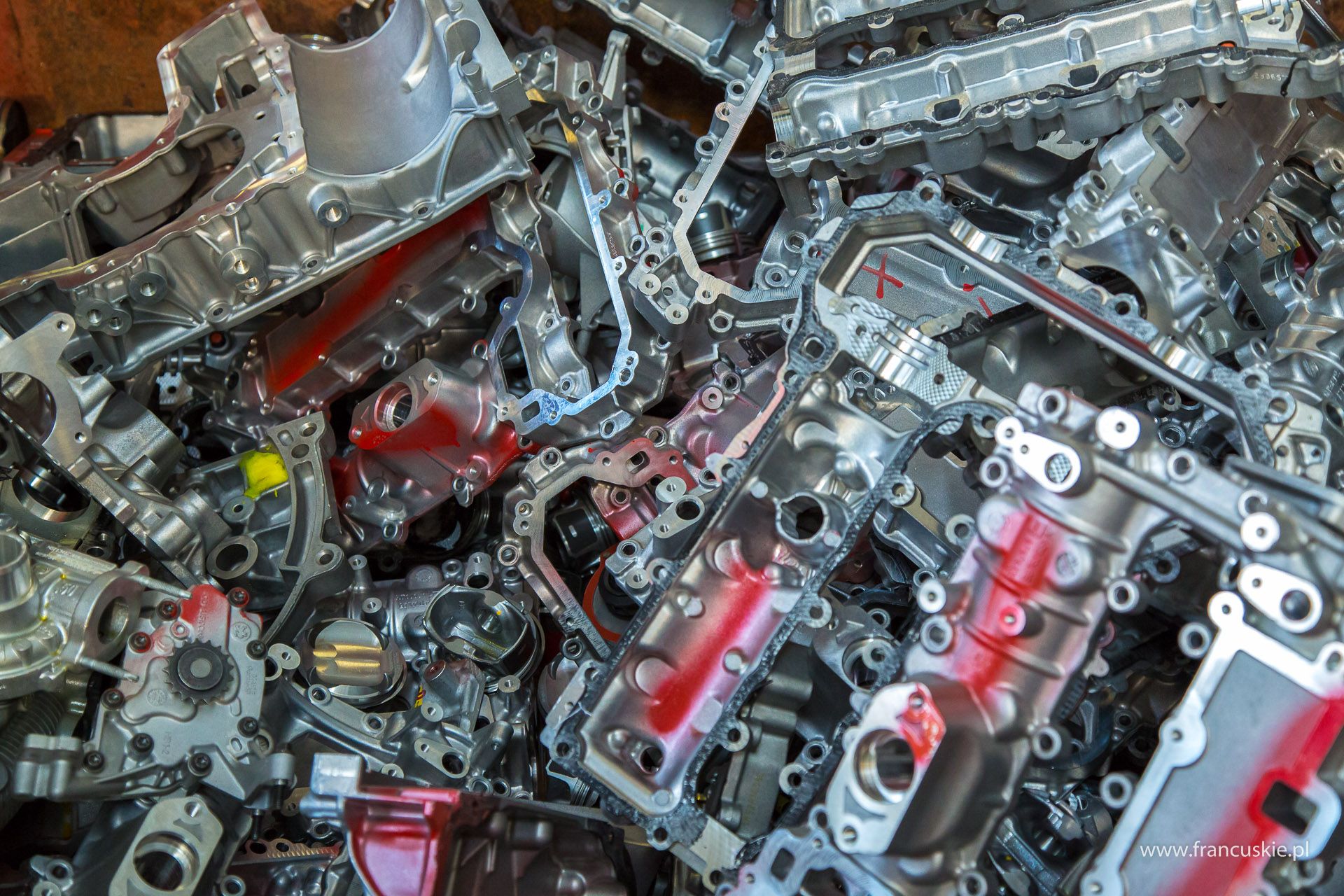
Fabryka stosuje wyjątkowo kosztowny sposób kontroli jakości. Jeśli jakiś element, podzespół a nawet cały, zmontowany silnik, nie spełnia parametrów jakościowych, to wyrzucany jest do specjalnego czerwonego wózka. Po jego wypełnieniu zawartość jest wywożona do ponownego przetworzenia materiałów (np przetopienia). Żaden z wadliwych elementów nie jest montowany w silniku. Linia produkcyjna jest ciągle w fazie końcowych poprawek ustawień, więc z każdym tygodniem ilość takich wadliwych elementów maleje. Jest to ważne dla odbiorcy końcowego, dla klienta, ponieważ ma w ten sposób gwarancję, że silnik, który kupił, spełnia bardzo surowe wymagania i normy fabryczne.
Kontrola podstawą niezawodności
 Silnik montowany jest etapami. Po zakończeniu każdego z nich prowadzona jest drobiazgowa automatyczna lub półautomatyczna kontrola parametrów. Na podzespołach kodowany jest, w formie kodu QR, zestaw informacji. Jest to m.in. data produkcji, dostawca, kto montował oraz… parametry pracy, uzyskane w czasie testu. Komputerowy system nadzorujący produkcję zarządza również doborem części do montażu. Robotnik nie zastanawia się co zamontować – dzięki automatycznym podajnikom otrzymuje właściwe części w odpowiedniej kolejności.
Silnik montowany jest etapami. Po zakończeniu każdego z nich prowadzona jest drobiazgowa automatyczna lub półautomatyczna kontrola parametrów. Na podzespołach kodowany jest, w formie kodu QR, zestaw informacji. Jest to m.in. data produkcji, dostawca, kto montował oraz… parametry pracy, uzyskane w czasie testu. Komputerowy system nadzorujący produkcję zarządza również doborem części do montażu. Robotnik nie zastanawia się co zamontować – dzięki automatycznym podajnikom otrzymuje właściwe części w odpowiedniej kolejności.
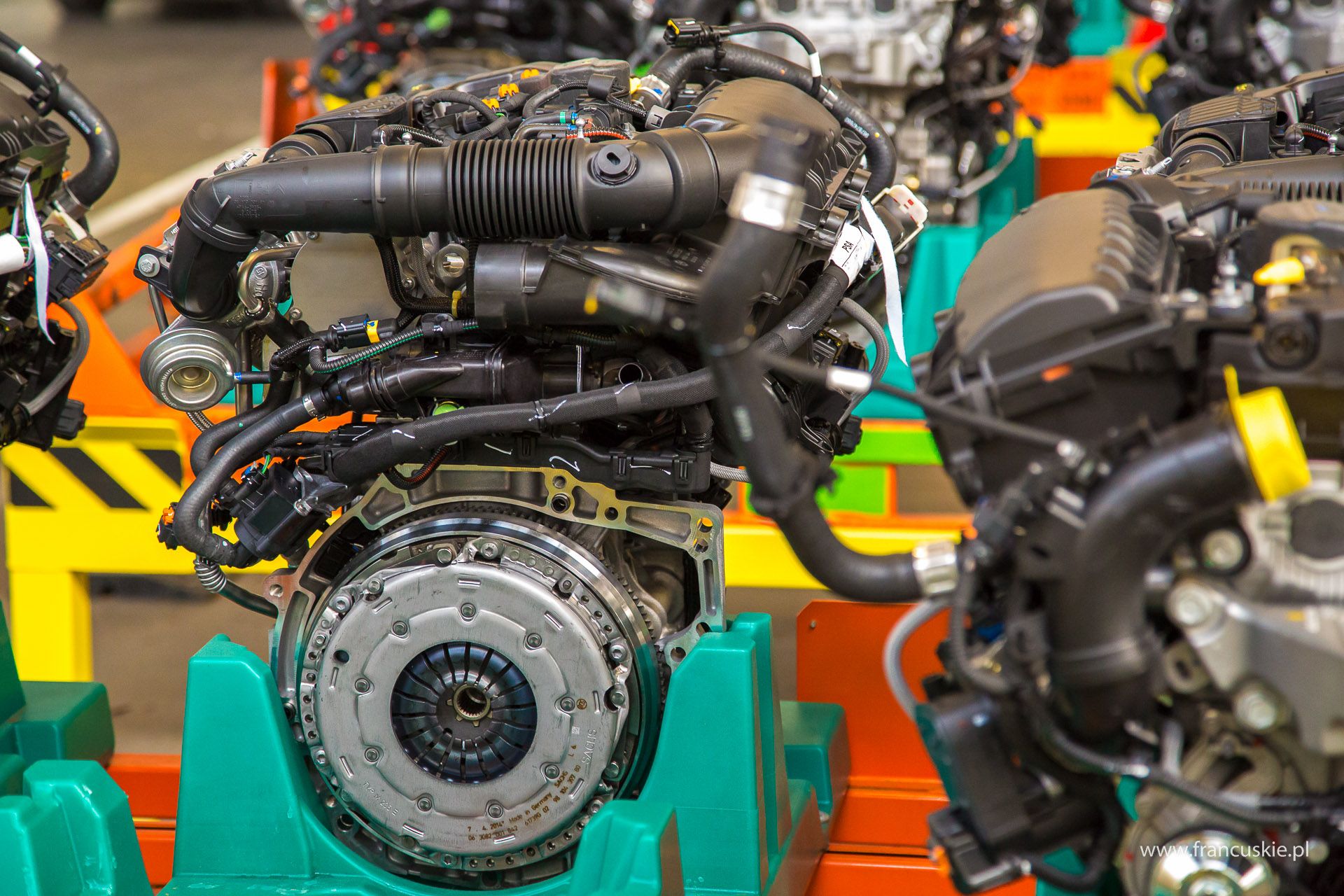
Na samym końcu, po automatycznym teście, w kodzie QR na silniku są kodowane wszystkie parametry jego pracy, uzyskane w czasie testu. Silnik przechodzi jeszcze kontrolę wizualną oraz elektryczną i dopiero wtedy, po uzyskaniu 100% zgodności z normami, może trafić do pakowania i wysyłki. Ale zanim to się stanie, z silnika usuwany jest płyn chłodniczy. Jest to związane z normami ochrony środowiska. Jednostka napędowa musi być transportowana z suchym układem chłodniczym.
Trwałość silnika PureTech
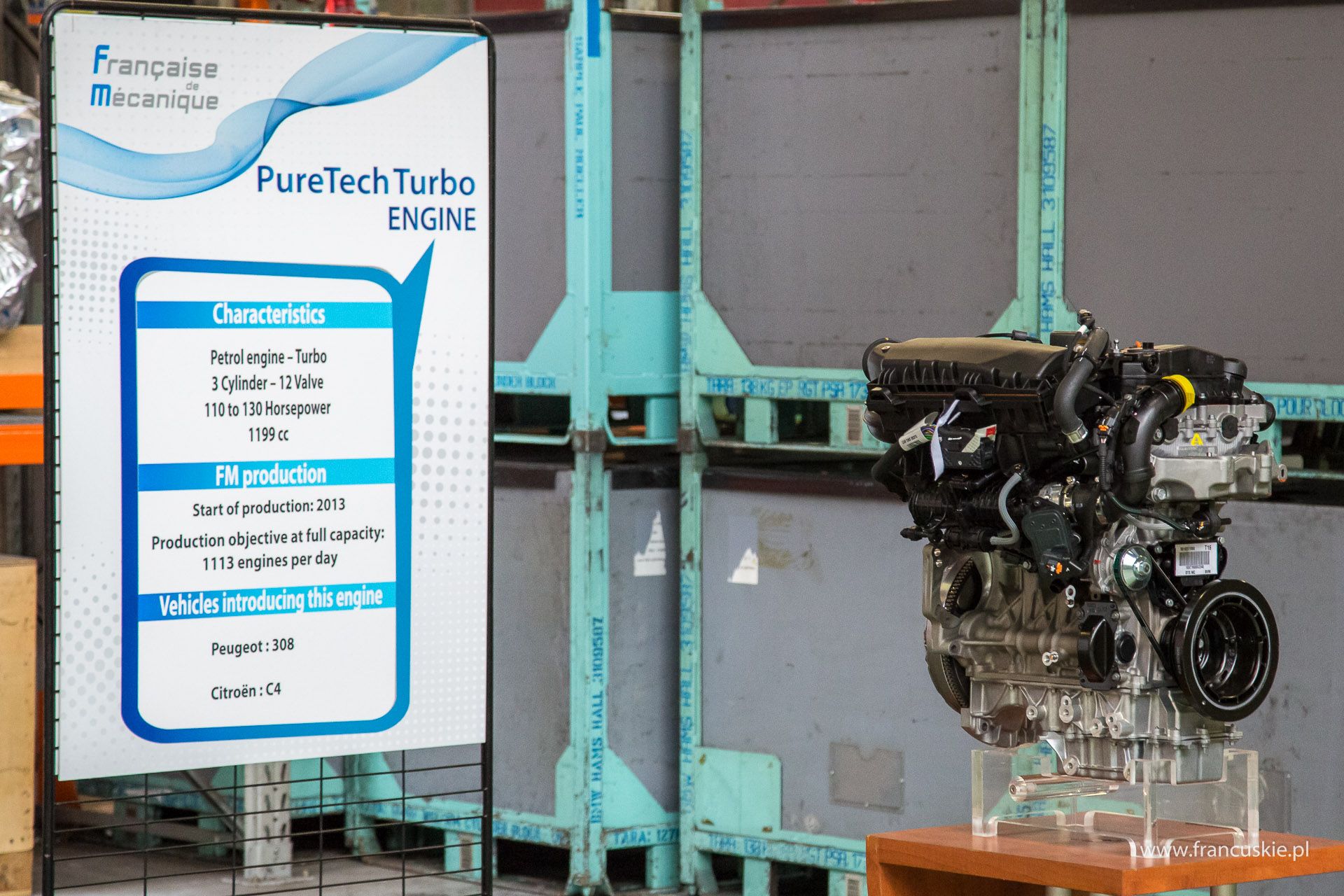
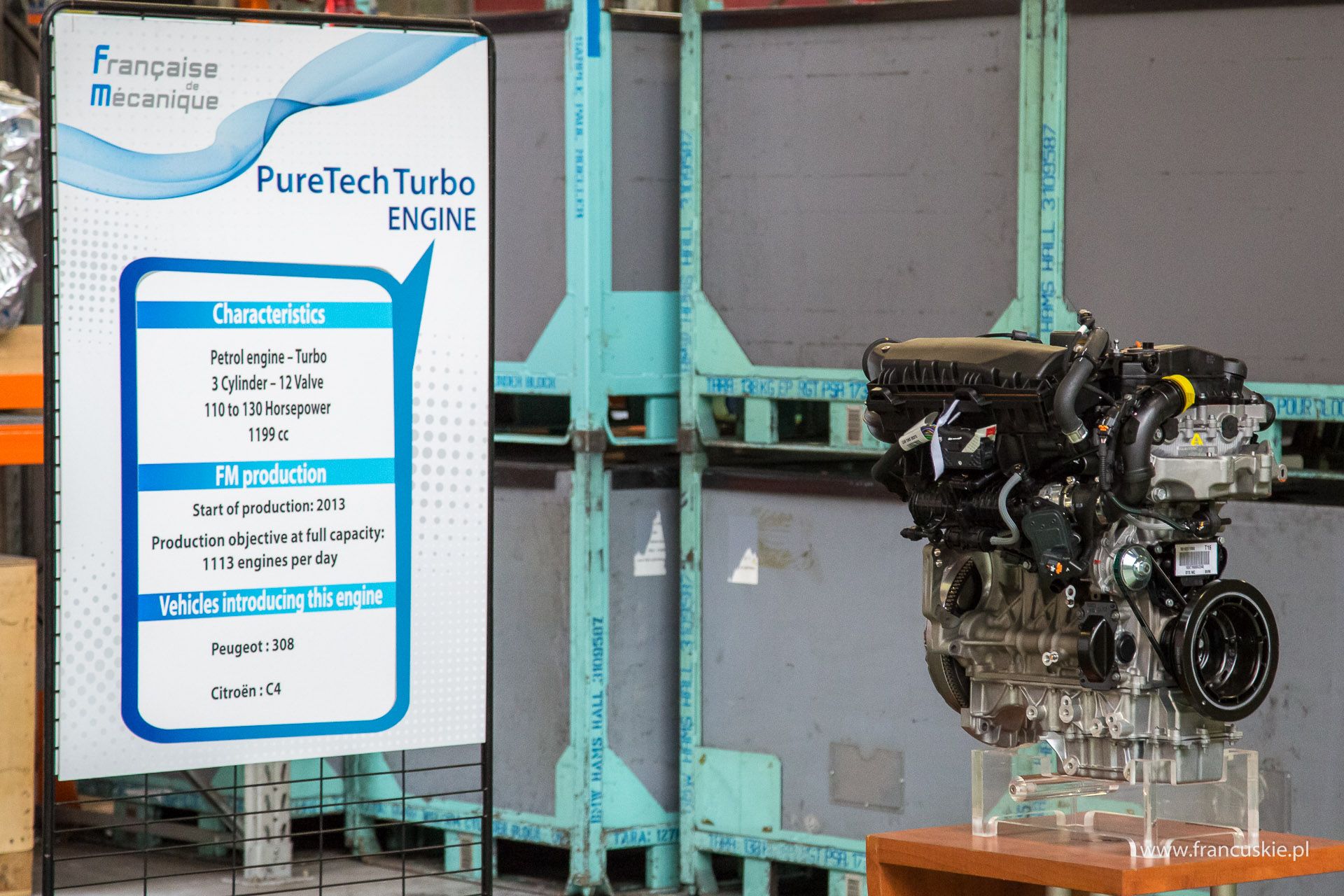 Pierwsze pytanie, które zadałem oprowadzającemu nas inżynierowi, dotyczyło trwałości silnika PureTech. Kwestia ta budzi bowiem sporo emocji. Mała pojemność, turbosprężarka, duża moc silnika – to wszystko powinno odbijać się na trwałości jednostki napędowej. Według informacji, które uzyskałem, silniki PureTech mają trwałość obliczoną na 240 tysięcy kilometrów. Po tym przebiegu wykonywana powinna być naprawa główna, po której jednostka powinna przejechać drugie tyle.
Pierwsze pytanie, które zadałem oprowadzającemu nas inżynierowi, dotyczyło trwałości silnika PureTech. Kwestia ta budzi bowiem sporo emocji. Mała pojemność, turbosprężarka, duża moc silnika – to wszystko powinno odbijać się na trwałości jednostki napędowej. Według informacji, które uzyskałem, silniki PureTech mają trwałość obliczoną na 240 tysięcy kilometrów. Po tym przebiegu wykonywana powinna być naprawa główna, po której jednostka powinna przejechać drugie tyle.
Jak zachowują się silniki PureTech w samochodzie?
Do momentu jazdy Peugeotem 308 SW, wyposażonym w silnik PureTech o mocy 130KM, byłem nastawiony dość sceptycznie do tych jednostek. Trzy cylindry mogły oznaczać niską kulturę pracy i dźwięk, który daleko odbiega od tego, co znamy z cztero lub jeszcze lepiej sześciocylindrowych silników. Ale jednostki 110 KM i 130 KM PureTech są zupełnie inne. Kultura pracy pozostaje na bardzo, naprawdę bardzo wysokim poziomie. Gdybym nie wiedział, że pod maską są trzy cylindry, to bym się najprawdopodobniej nie zorientował ani po dźwięku silnika ani po zachowaniu na wolnym biegu, że to taki mały silnik. Jednostka jest świetnie wyważona a wyciszenie wnętrza Peugeota 308 SW sprawia, że praktycznie jej nie słychać. I jeździ się z tym silnikiem wyjątkowo dynamicznie, co opisywałem w naszej relacji z premiery 308 SW. Moim zdaniem wrażenia z jazdy są porównywalne z 1.6 THP 155 KM, mimo niższej mocy.
Proces produkcyjny silników PureTech robi ogromne wrażenie. Nowoczesna linia produkcyjna, kontrola jakości i dbałość o szczegóły przekonują, że powstający silnik będzie dobrze sprawował się pod maską samochodu. Fabryka Française de Mécanique istnieje od 1969 roku.
Adres fabryki dla chętnych: Française de Mécanique – Zone Industrielle Artois-Flandres
B.P. 50708 – DOUVRIN – 62090 HAISNES CEDEX
Galeria


















Warto przeczytać!








Najnowsze komentarze